2024.11.22

フローはんだ付けTH上がり改善について
各種電子機器用の制御基板には製品や装置に応じて様々な仕様があり、実装部品や基板種によりフローはんだ付け条件を最適化していますが、銅箔厚みが厚くまた、熱容量が大きい部品(大型電解コン、パワーモジュール、パワーTr等)ではTH上がりが十分では無いといった課題があります。また、両面リフロー+フローはんだ付けにおいては、マスクパレットを使用するため開口部形状によっては小型部品においてもTH上がりが不足する場合があります。ここではTH上がりを良くするためのはんだ付け条件設定の要点について説明します。
①フロー条件の設定
フロー装置には大気フローはんだ付け装置、N2雰囲気はんだ付け装置があり、また、全自動型静止型は
んだ槽も増加しておりますが、基板実装形態に応じてプリヒーターの温度設定や搬送速度は異なるもの
の設定の基本は同じです。以下に一般的なフロー条件などを示します。
②TH上がり不足部品の改善ポイント
基板のみや全面開口型パレットで流動の場合にはP/H温度やDip時間の調整にてTH上がりはほぼ問題と
なりませんが、両面リフロー基板+マスクパレット使用の場合には電子部品のサイズや開口部形状によ
りTH上がりが不足する場合が多々あります。TH上がり良否のポイントはTH部の昇温にあります。部品
側の温度がはんだの融点以上に昇温しないと溶融はんだがTHを上昇していっても堰き止められてしまう
からです。小型電解コンデンサーでも開口部が狭いとTH上がりが不足してしまいます。以下に改善のポ
イントを記述します。
・マスクの開口部は可能な限り広めにとる。
・はんだ付け条件は、弱耐熱部品の熱損傷しない範囲でP/H温度は高めに時間は長めに、Dip時間も高
く、長めに設定する。また、噴流高さは吹き上がりが生じない範囲で高めに設定する。
・はんだ付け装置のP/H機構について、パネルヒーターを用いたIR加熱が主流ですが、近年、静止型は
んだ槽では強制対流熱風P/H加熱が用いられ熱効率改善され、また、傾斜型フロー槽でもリフロー炉
の加熱ユニットを移植した熱風P/Hフロー槽も出てきておりTH上がり改善に寄与しているようです。
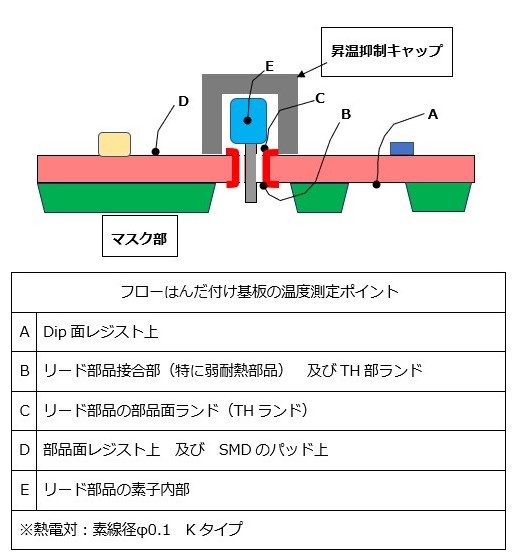
・弱耐熱部品の熱劣化を防止する方法として、エポキシ樹脂やアルミ製のキャップを設置すると熱容量
が増して部品本体の昇温が抑制されます。
特に、N2フルチャンバーフロー装置ではチャンバー内部の雰囲気温度が高めなので昇温抑制には効
果的です。
また、弱耐熱部品のTH上がりが悪い場合にはTH部の昇温、部品素子の昇温を見ながら条件の調整を
します。
※当社ではエポキシ樹脂やアルミ製の昇温抑制キャップを販売しており数社にてご使用いただいており
ます。
・以下に、TH上がり改善条件出しの場合の熱電対貼付ポイント(模式図)を示します。
③基板基板設計の対応
TH上がり難い部品の挿入孔の周囲近傍にViaホール(0.3~0.5程度)を設けてViaホールを通じて挿入孔の
昇温を稼ぎTH上がりを改善する手法です。Sn-Pb時代からあるのですが、このViaホール活用手法は民
生、車載、産業機器用制御基板など広く採用されているようです。
関連記事こちらの記事も合わせてどうぞ。
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25
コラム記事(No.47)「電気製品の市場不良」(Ⅲ)について
 「フローはんだ付け装置の動向」について")
2024.12.14