2024.06.18
温度プロファイル測定における熱電対の取り付けについて
コラム記事⑧「温度プロファイルの測り方」に引き続いて、より詳細な熱電対の取り付け方法や耐熱弱部
品の扱いについて説明します。
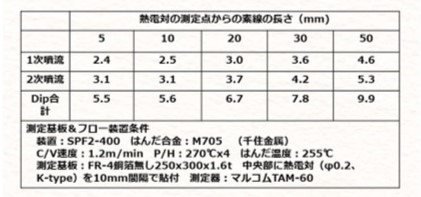
①熱電対測温部の取り付け方法の差異(図-1)
測温部を取り付ける部位によって昇温プロファイル形状が異なってきます。基板のレジスト上、パッド
上、部品リード部、基板からの突き出し10mm測温部をボンド塗布・・・・の場合のプロファイル及びDip時
間の例を図-1に示します。測温部が基板から突き出ていると感度が良くなりギザギザ上のプロファイル
となります。測温部がランド上や部品リード上にあると溶融はんだが付着して離脱がレジスト上より遅
れますのでその分Dip時間が長めになります。なお、測温部にはんだがあると凝固発熱の変曲点(赤
〇)が見られます。
量産基板のフロー条件を決める場合には、レジスト上の昇温プロファイルを基本として、部品リード
(弱耐熱部品、熱容量大部品)とTH上部を加えたポイントのプロファイルを測定して条件設定する場合が
多いと思います。
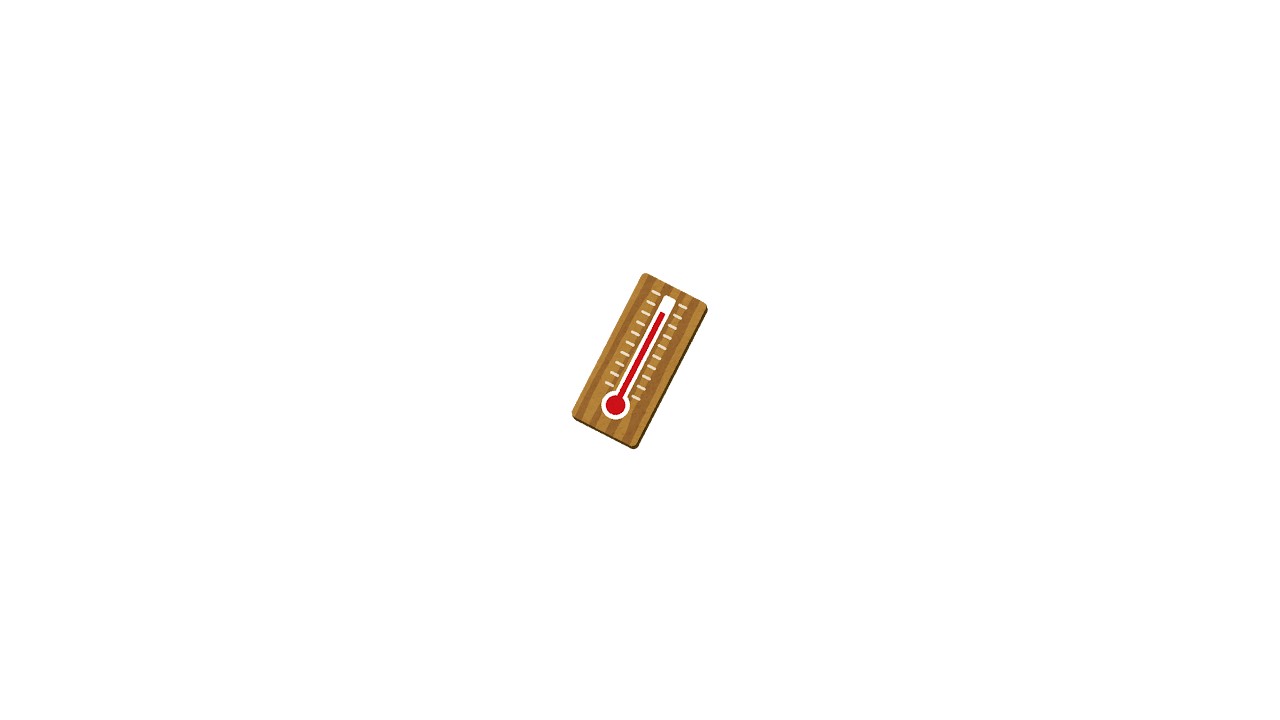
②熱電対の素線の長さの影響(下表)
測温部から裸線部の長さ:5mm、10mm、20mm、30mm、50mmとして比較すると裸素線が長くなる
と測温部から溶融はんだが離れても素線がはんだでショートするのでDip時間が相応に長くなります。
データから素線長さ10mm以下であれば実用上問題ないと言えます。
③測温部の形状:測温部の溶接とネジリの差異
熱電対の原理から、測温部は±素線の最初の交点が測温部になりますのでネジリ長さが3mm程度で短か
ければ溶接とネジリの差異はほとんどなく、実用上問題がありません。微小部分の測定には溶接の方が
測温部が小さいので向いています。実際には、熱電対(ボビン巻き100m)とコネクタをバラ購入して
社内で溶接、ネジリ測温部として使用する場合が多いようです。
④熱電対の線径(φ1、φ0.2)
データロガーの精度にもよりますが線径による測定データの差異はほとんどありません。線径により使
いやすさや耐久性が異なり、測定部位のサイズにより使い分けると良いと思います。微小部分にはφ0.1
がお勧めです。φ0.15があると良いのですが残念ながら規格上無いようです。一般的にはφ0.2の使用の
方が多いと思います。
⑤熱電対の取り付け基板の処理
熱電対を取り付ける際に各部品をはんだ付け後の方が取り付けしやすいのではんだ付け後の基板を使用
する方法が各社とも多いです。しかし、はんだ付けすると付着はんだ分の熱容量が増えてしまいP/H昇
温に影響するのではんだ付け前の状態で熱電対を取り付けて測定するこだわりのある顧客もいるようで
す。実際にはんだ付けした基板では、P/Hの昇温が5℃~10℃程度低めには出ますが、はんだ浸漬時の昇
温や時間のはんだ付け有無の差異は全くありません。P/H昇温をどのようにとらえるかですが、一般的
にはP/Hピーク温度を120~150℃程度に設定し、部品の熱損傷がない条件として運用します。
⑥弱耐熱部品の測定
リレー、LEDやフィルムコンデンサーなど弱耐熱部品をフローはんだ付けする場合には、特に大気フロ
ーはんだ付け装置とフルチャンバーN2フローはんだ付け装置では熱負荷が異なります。N2フローはん
だ付けの場合にはチャンバー内の雰囲気温度が高いので部品のリード、素子内部温度など測定し部品の
はんだ耐熱特性上問題ないことの確認が必要です。フローはんだ付け装置及び温度プロファイル(当該
部品の接合部、素子内部など)を部品メーカーに開示してフローはんだ付け条件が問題ないことを確認
してもらい条件合意の上、納入仕様書に「フローはんだ付け条件」として記載すると良いでしょう。
⑦リフローはんだ付けのプロファイル測定
熱電対の取り付けのポイントは、基板内の⊿tや弱耐熱部品を中心に以下のようになります。なお、測温
点を少量のボンドで覆うと熱風によるギザギザが解消されお勧めです。
リフロー温度測定のポイント
レジスト上、熱容量小部品の電極部(昇温高い)、弱耐熱部品の電極及び素子本体、熱容量大部品の電
極部(昇温低い)
最後に、試作~量産のステップにおいて、実装基板のリフロー&フローはんだ付け条件を決定します
が、設定のポイントは以下に尽きると思います。
- ブリッジ、未はんだ、TH上がり、ブローホールなどはんだ付け品質上の問題がなく最適な条件であること
- 弱耐熱部品に熱変形や損傷がなく、制御基板(ECU)としての機能&信頼性を十分に確保できること
関連記事こちらの記事も合わせてどうぞ。
「フローはんだ付け用フラックスとはんだ付け品質」について")
2025.04.26
コラム記事(No.49)「フローはんだ付け用フラックスとはんだ付け品質」について
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25