2024.05.21
はんだ付けにおける銅食われについて
はんだ付けにおけるCu食われ現象は、CuとSnの親和性が高いために生じます。特にSn-PbはんだよりPbフリーはんだSAC305(Sn-3.0Ag-0.5Cu)の場合にはSn含有率が高いので食われが発生しやすいです。そして、Cu食われ現象は、はんだ温度が高く、はんだ流速が速いほど、また、浸漬時間が長いほどはんだ中へのCuの溶出が多くなります。Pbフリーはんだ付けでは、多層基板のTH(スルホール)上がりを確保するためにはんだ温度を高め(255℃~260℃)、Dip時間を長め(~10sec)に設定するので食われが多くなる傾向になります。この様にTH上がりとCu食われはトレードオフの関係にありますので条件設定が難しくなります。また、はんだ合金組成的に食われの抑制、接合強度改善の目的でNiを微量添加したPbフリー合金(Ni含有率:0.05~0.07%)が使用される場合があり、Sn-Cu合金にNiを微量添加したPbフリー合金はA社、B社製などがあり、コストと信頼性の観点から各種業界において使用が増加しているようです。
一方、銅食われの視点からはんだ付け装置に目を向けると、近年では、A社、B社などから完全自動化された静止型はんだ槽が開発販売されています。この装置は、電源装置メーカーや車載メーカーの要請により「Cu食われの少ないはんだ付け装置」及び少量多品種生産&混流生産対応の装置として開発されたものです。従来からある手動浸漬の静止はんだ槽を完全自動化したシステムで、切る方向(基板の引上げ方向)が360度可能、はんだ付け条件レシピ管理による混流生産、噴流が無いのでドロスの激減、液面安定性に優れる、メンテナンス性に優れる・・・・など、はんだ付け装置として大変優れた装置です。W-wave噴流装置に比べるとTH上がりにやや劣る面がありますが、P/H(プリヒーター)の熱風化や若干の溶融はんだの揺動&弱流動により対策されており、車載メーカーや民生機器メーカーへの導入が進んでいます。
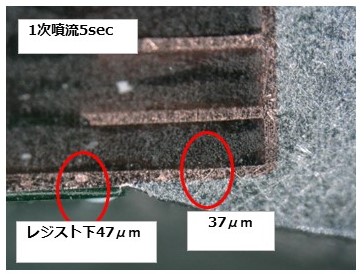
実際の銅食われに関して、フローはんだ槽においては、条件設定する場合に実装基板に熱電対を貼付して基板in~outまでの連続した温度プロファイルを測定しますが、同じ測定基板で測定を繰り返すと銅箔ランド(パッド)が6~8回流動すると条件によっては完全消失する部分が出てきます。
※フローはんだ付けにおける銅ランド消失時の条件
W-waveはんだ槽 はんだSAC305 はんだ温度255℃、Dip時間5sec
片面紙フェノール1.6t Cu箔厚み(35μm⇒仕上がり30~32μm)
なお、1回のフローはんだ付け後には接合界面にCuSn合金層が形成されますが次に溶融はんだに浸漬すると合金層は破壊されてしまい新たに合金層が形成されて接合が完了します。この繰り返しによりCu箔が消失します。
因みに、両面リフローはんだ付けの場合には、先行面のはんだ接合は溶融しますが新たなはんだの供給が無いので合金層が破壊することはなく、リフロー回数により合金層が成長します。
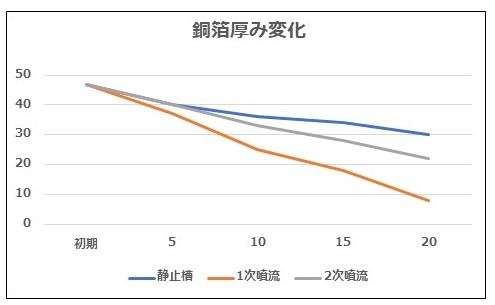
また、フローはんだ槽と静止型はんだ槽の比較ではCu箔厚みの変化は下図の通りです。食われ(Cu箔厚みの変化)は、はんだの流動(流速)とDip時間の影響が大きいことが分かります。
はんだ付け後の銅箔厚み比較 (単位:μm)

はんだ付けにおける銅食われ現象は少なからず発生しますが、はんだ接合部の信頼性(接合強度、長期信頼性など)については、業界各社ともにはんだ付け後のヒートサイクル試験などにより十分確認した上でフローはんだ付け条件を決めています。また、銅箔厚みの厚い強電基板においては、銅箔が食われると電流容量が変化するので食われ量を想定した上で余裕を見た回路設計となっているようです。
関連記事こちらの記事も合わせてどうぞ。
「フローはんだ付け用フラックスとはんだ付け品質」について")
2025.04.26
コラム記事(No.49)「フローはんだ付け用フラックスとはんだ付け品質」について
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25