2023.04.22

「両面リフローはんだ付け工法の取組」について
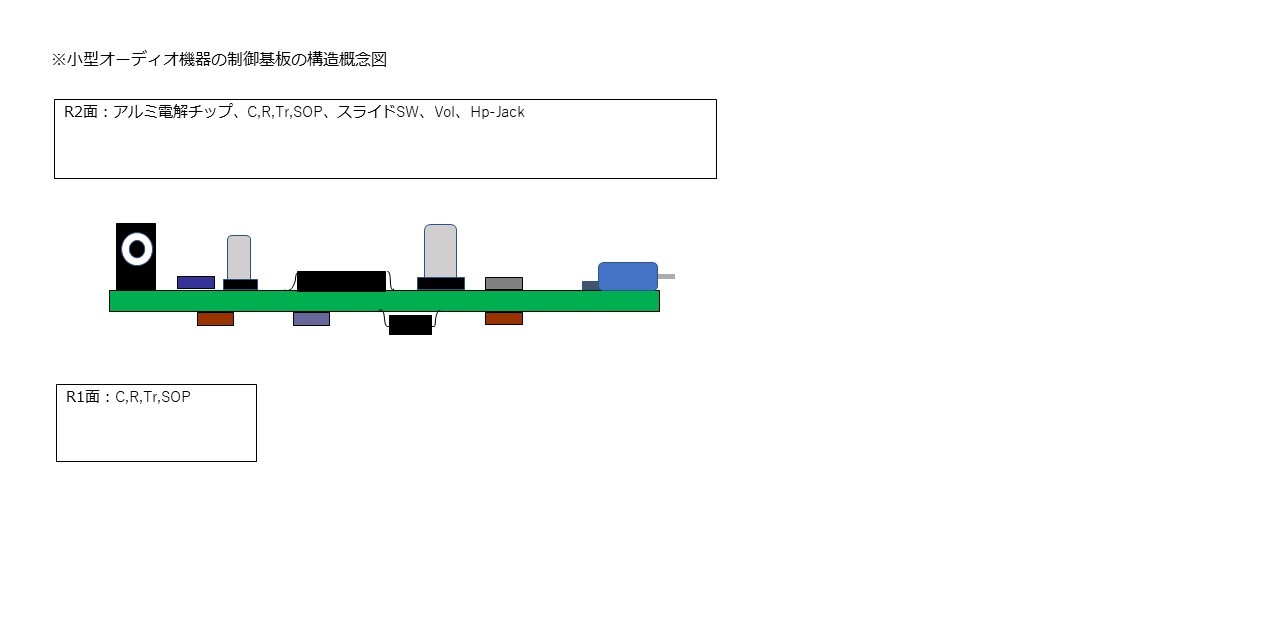
今回は1980年代半ばに小型オーディオ機器に搭載した異形部品(アルミ電解チップ、スライドSW、Vol、ジャック類)のリフローはんだ付けを可能にした両面リフロー工法についてポイントを説明します。
当時の小型オーディオ用の基板実装工法は、定型チップ部品(C,R,Tr、SOP-IC)をリフローはんだ付けした後にリード付き異形部品を挿入しフローはんだ付け及び手はんだ付けを行っていました。そこで、フローはんだ付けを省略してDipless工法として異形部品のリフロー化及び工法開発を行いました。
・異形部品のリフロー化・・・・これまで付き合いのある部品メーカーへリフロー化を依頼しました。部品の
リフロー化で最も難しかったのはアルミ電解コンデンサーです。当時はA社から積層テフロンゴム封口
型V型アルミ電解チップコンデンサーが開発販売されましたが、コストが高いということから通常のゴ
ム封口型チップの開発を要請し、リフロー耐熱特性と寿命特性、封口ゴム材質と電解液との相性などA
社、B社に開発要請し、コンデンサー工業会とも連携して開発がすすめられました。そして、コンデン
サー業界として共通形状のゴム封口型アルミ電解チップとして数社から順次開発実用化されました。導
入当初には、外装チューブの熱損傷や封口部の変形、電解液漏れによる基板パターンの腐食などの問題
が発生しましたが、現在では諸特性の改善が進み産業機器や車載機器などに幅広く採用されるようにな
り、導入当初を知る筆者としては隔世の感があります。
スライドSWはC社やA社にてリフロー化対応を要請し、リフロー化に際して幸運だったのはSWのスライダー部材がPA66からPA46を使用可能となり耐熱性を改善できたことです。ボリュームやJack類は比較的熱容量が大きいのでリフロー化に際しては大きな問題はありませんでした。なお、異形部品のリフロー化は、同時進行は難しく部品メーカーの協力を得ながらアルミ電化チップ⇒スライドSW⇒ジャック類、ボリュームの順に徐々にリフロー化を推進しました。
・リフロー加熱方式・・・・当時は上面加熱のIRパネルヒーター加熱であり、現在のような強制対流の概念が
なく、リフローゾーンを中赤外線両面加熱とした特注リフロー炉をD社にて製作しました。昇温効率を
上げるべく下加熱を強化することで異形部品の熱損傷を抑制してリフロー化が可能となりました。
・2回目リフロー時のチップ部品落下について
実際に両面リフロー検証を繰り返し行い、コンベアの振動や余程の衝撃が無ければ下面の部品落下は発
生しないことを確認しました。
理論上では、部品に働くはんだの濡れ力が部品重量より大きければ部品落下
は生じないということです。
濡れ力 F= σ x L x 電極数
σ :はんだの表面張力 L :部品電極とはんだの接触長さ(最外周)
・2度リフロー後の接合強度・・・・リフロー回数繰り返しにより接合部の合金層は成長しますが2~3回程度
であれば強度の低下は全く問題なく、5回以上のリフロー回数により合金層の成長が顕著になり接合強
度がやや低下する傾向でした。現在の各業界の実装基板では、BGA&CSPのバンプ形成やハイブリッド
ICのリフローを含めると3回~4回のリフローはんだ付けが行われており、接合上の問題は発生してい
ないように思います。
以上の様に、フロー工程を省略した両面リフロー工法に加えて、当時困難であったゴム封口型アルミ電解チップ、スライドSW、ボリューム、ジャック類のリフロー化を可能にした両面リフロー工法を小型オーディオ機器へ導入し、当時ではエポックメーキングなことでした。
関連記事こちらの記事も合わせてどうぞ。
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25
コラム記事(No.47)「電気製品の市場不良」(Ⅲ)について
 「フローはんだ付け装置の動向」について")
2024.12.14