2023.02.25

「フローはんだ付け装置の変遷(Ⅰ)」について
はんだ付け工法には大別して、マニュアルソルダリング、フローソルダリング、リフローソルダリングがあり、製品仕様(回路構成、実装構造、コスト)に応じて各工法が使用されます。現在のフローソルダリング工法には実装構造や実装部品に合わせて様々な装置が開発されています。ここでは、フローはんだ付け装置の変遷について筆者の経験を踏まえてその概要を説明します。
フローはんだ付け工法では、チップ部品を基板Dip面に接着剤で仮止めして
挿入部品と同時にフローはんだ付けするチップ部品混載実装が実用化されてからチップ部品の未はんだを解消するためにWウェーブフローはんだ槽がM社より開発実用化されています。1次噴流にはフラックスや基板から発生するガスを追い出して未はんだを解消する目的で噴流ノズル部にパンチングメタルを配置してはんだの噴流を乱流としています。2次噴流は1次噴流で発生するブリッジを修正するためにピールバックポイントを調節できるような流れ角度調整機構となっているのが一般的です。W-waveはんだ槽が実用化されてから各はんだ槽メーカーから特徴のある1次噴流(パンチングメタル揺動型、ロッド棒振動型、N2導入バブル型)が開発されましたが、現在は孔配置を最適化したパンチングメタル方式に収束しているようです。この傾斜型W-waveはんだ槽が基本型となり1990年代以降のフロン全廃による無洗浄対応N2フローはんだ槽や2000年代以降のPbフリー対応はんだ槽に発展してきています。Pbフリー対応のはんだ槽は、Pbフリー合金特性に合わせて以下が強化されています。
・P/H(パネルヒーターの熱効率up)・1次ノズル~2次ノズル近接
・はんだ槽材質(SUS304⇒SUS316+窒化処理)
・冷却装置:導入当初は引け素防止のため強制冷却(ポイントクーラー)を設置していましたが、引け素は接合
信頼性上問題ないことが確認され冷却ファン程度になっています。
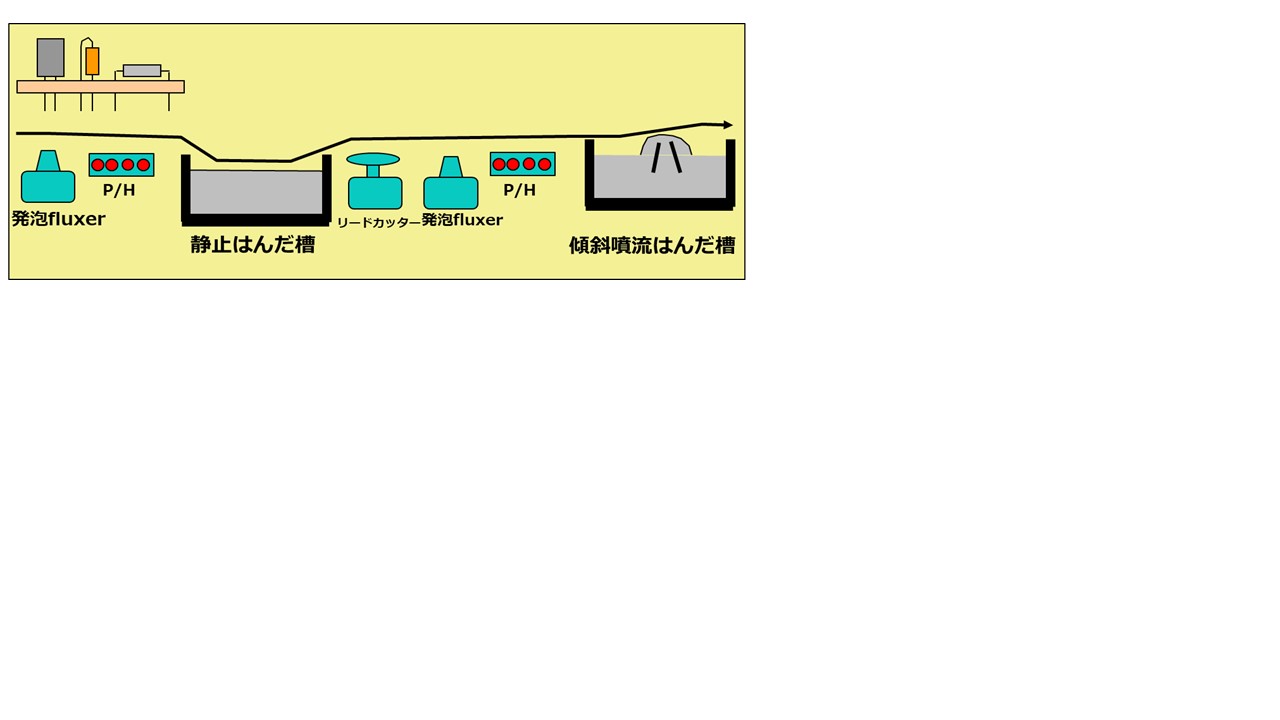
第一世代はんだ槽(1970年代~1985年頃)
・民生機器、産業機器、ロングリード部品手挿入
・はんだ槽:ラウンド型+キャリア方式の1次静止はんだ槽+リードカット+2次噴流槽
Sn-Pbはんだ 2次槽:平波&傾斜噴流型(傾斜角度4~5度)
・P/H:シーズヒーター フラックス塗布:発泡式フラクサー
※ロングリード+オートカット方式はんだ槽の模式図
関連記事こちらの記事も合わせてどうぞ。
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25
コラム記事(No.47)「電気製品の市場不良」(Ⅲ)について
 「フローはんだ付け装置の動向」について")
2024.12.14