2022.05.28

「フローはんだ付け条件の設定と管理ポイント」について
はんだ付けプロセスは、工法にかかわらず「加熱~濡れ~拡散~合金化」からなり、加熱昇温が最も重要です。Pbフリーはんだの導入に伴い、Sn-Pb共晶はんだに比べて、濡れ性が劣りブリッジが発生しやすくTH上がりが悪いなどの合金の特徴があり、フローはんだ付けにおいてはP/H温度や時間の設定、Dip時間や噴流波形状の設定などがポイントとなります。
① フロー条件の設定と管理
フロー装置には大気フローはんだ付け装置、N2雰囲気はんだ付け装置があり、基板実装形態に応じてプリヒーターの温度設定や搬送速度は異なるものの設定の基本は同じです。以下に一般的な条件を示します。
|
P/H ピーク温度 |
100~150℃(レジスト上温度)部品損傷ない範囲で可能な限り高めに |
|
時間 |
60~100sec(P/H時間設定する企業は極めて少ない) |
|
Dip 時間 |
4~6sec(max10sec) |
|
はんだ温度 |
250~260℃ |
② 温度プロファイルの測定&条件出し
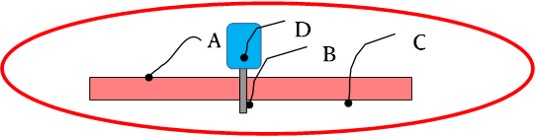
実装基板を用いて、概略図の様に熱電対を取り付け、基板イン~アウトまでの連続した温度プロファイル測定します。その際に量産時の確認用として使用する簡易型測定器(マルコムDip testerDS-10)を用いて測定して温度プロファイルとのデータの相関性を取り量産時の確認用データとすると良いでしょう。
図表―1 温度プロファイル測定における熱電対貼付ポイント

③ 噴流波形状の設定
フローはんだ付け品質(未はんだ、ブリッジ、TH上がり)を考慮した噴流形状とするのがポイントです。以下に要点を述べます。
・未はんだ:基板からはんだが吹き上がらない範囲で1次噴流を高めにする。
・ブリッジ:ピールバックポイントの角度を小さくまた、噴流速度を低めに設定すると良いです。
※基板や部品、パレット底面がノズルに接触しない範囲でギャップを小さく設定し、はんだ噴流速度を低
めにフラット波にすることがポイント
・TH上がり:電子部品が熱損傷しない範囲でP/H温度を高めに、1次噴流が吹き上がらない範囲で高めに、
また、Dip時間を可能な範囲で長めに設定すると良いです。
関連記事こちらの記事も合わせてどうぞ。
「フローはんだ付け用フラックスとはんだ付け品質」について")
2025.04.26
コラム記事(No.49)「フローはんだ付け用フラックスとはんだ付け品質」について
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25